

SD ATC�߉�ˮ�������[ϵ�y��ˮ���[��ʽ�x��
�r�g��2013-07-11 10:47:40���ߣ�LeeZhou��Դ���¸ߝ��坍�O����������QQ���g�������vӍ�����˾W��
�ڟ�܈Уֱ䓲ĵ��^���У�䓲ı���Ġt�������FƤ(�Q�[Ƥ)��Ӱ�䓲ı����|������Ҫԭ��֮һ���������Ĵ�����ʹ䓲ı���a�����ӡ����c�������FƤ����ȶ�Nȱ�ݣ��o䓏S��ʹ�÷��������^���صĽ����pʧ�͝��ڵ�Σ�������O�������ˏS�ҮaƷ���Ј�����������ˣ������¸ߝ��坍�O������˾�M�����g�����v�����£��K���аl�ɹ�һ��Чȫ�Ԅ�SD ATC�߉�ˮ�������[ϵ�y��Ͷ�둪�ã�������Ҫ��BSD ATC�߉�ˮ�������[ϵ�y��ˮ���[��ʽ�x��
SD ATC�߉�ˮ�������[ϵ�y��ˮ���[��ʽ�x��
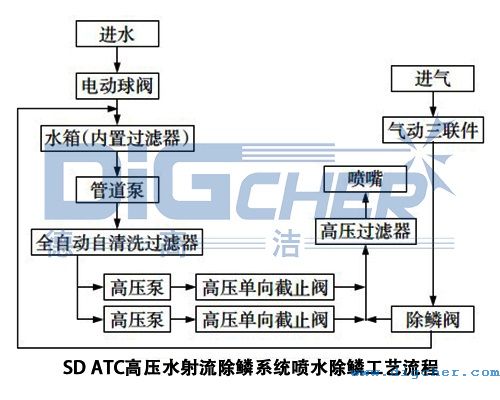
SD ATC�߉�ˮ�������[ϵ�y��܈������õĸ߉�ˮ���[��ˮ��ʽ�ЃɷN��һ�N���B�m��ˮ���[��ʽ������һ�N�t���������g��ʽ��ˮ���[��ʽ��
�҂���֪������������Ҏ��180×220 mm������L��3 m�����t݁���ٶ�1m/s�����[�ٶ�1m/s���ɴ˿�֪ÿ��������[�r�g��3s�����]�xȡ����^����ǰ��ˮ�r�g1s�����β������ͣˮ�r�g0.6s���t��֧����߉�ˮ���[���r�g��4.6s���OӋ���O����SD ATC�߉�ˮ�������[ϵ�y����^���������ÿС�r120������ôÿ������ƽ���r�g����30s���t���[�g���r�g��25.4s�����[�g���r�g�c���[�����r�g֮�Ȟ�5.5���ʳ��[�c�OӋ���������g��ʽ��ˮ���[��ʽ����ˇ�������D��ʾ��
���ʹ�Æ�λ��C���C�����������g�����������M���O���\�з�������ȡ��������Ч����
SD ATC�߉�ˮ�������[ϵ�y��ˮ���[��ʽ�x��
SD ATC�߉�ˮ�������[ϵ�y��܈������õĸ߉�ˮ���[��ˮ��ʽ�ЃɷN��һ�N���B�m��ˮ���[��ʽ������һ�N�t���������g��ʽ��ˮ���[��ʽ��
�҂���֪������������Ҏ��180×220 mm������L��3 m�����t݁���ٶ�1m/s�����[�ٶ�1m/s���ɴ˿�֪ÿ��������[�r�g��3s�����]�xȡ����^����ǰ��ˮ�r�g1s�����β������ͣˮ�r�g0.6s���t��֧����߉�ˮ���[���r�g��4.6s���OӋ���O����SD ATC�߉�ˮ�������[ϵ�y����^���������ÿС�r120������ôÿ������ƽ���r�g����30s���t���[�g���r�g��25.4s�����[�g���r�g�c���[�����r�g֮�Ȟ�5.5���ʳ��[�c�OӋ���������g��ʽ��ˮ���[��ʽ����ˇ�������D��ʾ��
���ʹ�Æ�λ��C���C�����������g�����������M���O���\�з�������ȡ��������Ч����
���T������
